
Clamping and Releasing the Workpiece in a Manual Vice
The Game Changer for CNC Machine Automation
The Problem
CNC automation cannot function by merely ordering a robot and commissioning an integrator. The question is: Who or what clamps the vice in a fully automated production process? And who or what releases it again?
The Solution
The CLAMPBOOSTER handles this. It extends the robot with a drive for the vice, enabling the robot to perform highly precise clamping operations with manual vices quickly and safely.
The existing production process remains untouched and can continue as usual. Thanks to a fully automated CNC production with the CLAMPBOOSTER, without manual components, around the clock.
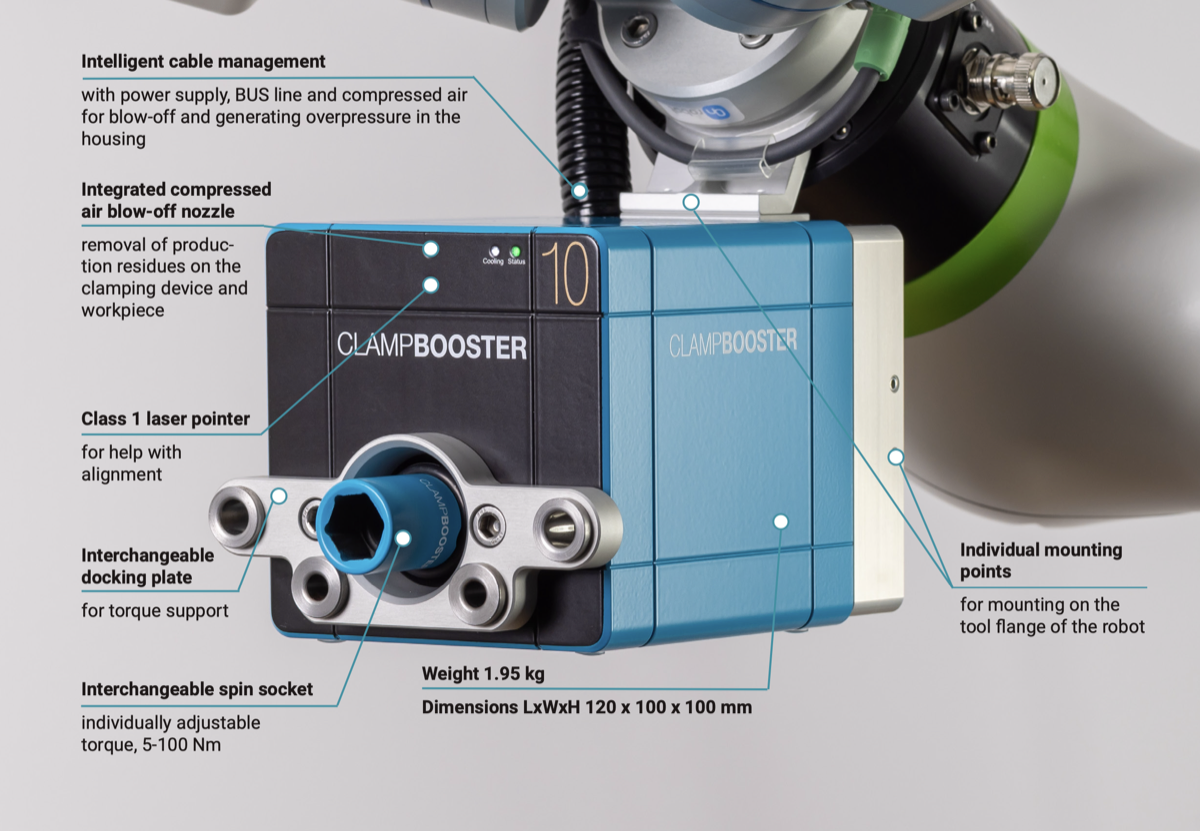
Model CB-10
Technical Data for the CLAMPBOOSTER
Flexible and individually controlled torque: 5 - 100 Nm
Very short closing and opening time: approx. 5 seconds
Drive: Spin Socket
Blow-off nozzle: integrated
Remote maintenance: integrated
Dimensions "Drive": L x W x H 120mm x 100mm x 100mm
Connection: 100 - 240V AC, 6-2.5 A, compressed air 5 - 6.5 bar
Controlled opening width:
Operating mode: electric
Docking Plate: quickly exchangeable
Robot interfaces: analog/digital or Profinet
Software updates: online
Mechanics: maintenance-free
Weight: 1.95 kg
One System. Many Integration Options.
Interfaces for every automation level.
The CLAMPBOOSTER was consistently designed to minimize communication with the robot. This results in a particularly robust, flexible, and easily integrable system that can adapt to different levels of automation – from autonomous solutions to deep integration into existing control architectures. Depending on the application and system environment, three integration levels are available, covering different communication and control requirements:
1. Stand-alone operation (minimally invasive)
The CLAMPBOOSTER operates autonomously. The robot only handles positioning at the vice, while all process steps – opening, closing, monitoring, and release – are performed directly within the system. No continuous communication with a PLC or the robot is required, making integration particularly simple and robust.
2. Standard integration via Industrial Ethernet and robot interfaces
Here, the CLAMPBOOSTER is integrated into the automation environment via common industrial protocols. These include PROFINET, EtherNet/IP, EtherCAT, and Modbus TCP – depending on the system used.

Profinet
Ideal for Siemens-based systems, especially for the S1200 series. An established standard in the German and European industry, enabling particularly smooth integration with high reliability.

EtherNet/IP
A globally widespread protocol with strong adoption in North America. Ideally suited for integration with Allen-Bradley, Rockwell Automation, and other industrial control systems.
EtherCAT
Particularly suitable for highly dynamic applications with very short cycle times and precise real-time communication in complex machine and robotics systems.
Modbus TCP
A flexible solution for simple to medium automation tasks and also suitable for near stand-alone applications. Particularly interesting when no central PLC is the focus or simple integration into existing systems is desired.
3. Deep System Integration (Control Cabinet and Control System Integration)
For demanding automation environments, the CLAMPBOOSTER is also available as an integrable single component solution. It is directly integrated into existing control cabinet and control concepts and can work closely with higher-level production and control systems. This variant enables the deepest integration depth and maximum adaptation to customer-specific system architectures.
Manual Vice. Automated Process.
Few Steps to an Automated Clamping Solution.
Step 1
Preparing the Vice
During the clamping process, the CLAMPBOOSTER engages with two dowel pins on the vice, eliminating torsional forces and allowing the robot to operate without stress. The drilling for these two dowel pins is the only necessary preparation of the vice.
Step 2
Mounting on the Robot Arm
For cobots, the CLAMPBOOSTER is screwed between the ISO flange and the gripper. For industrial robots, it is mounted directly on the tool flange of the robot arm.
Step 3
Closing the Vice after Workpiece Loading
After the robot has placed the workpiece in the vice, the robot arm guides the CLAMPBOOSTER directly to the vice. The CLAMPBOOSTER closes it according to the set torque.
Step 4
Opening the Vice after Machining by the Milling Machine
After machining in the milling machine, the CLAMPBOOSTER opens the vice. Finally, the workpiece is unloaded by the robot, and the production process restarts (see Step 3).
Simply, thanks to just one End-of-Arm Tool
Automation thought through - Automation without major investment
Do you have an existing machine? Manual vices or clamping systems? A machine without connections for pneumatic or hydraulic lines? The CLAMPBOOSTER can handle all of this. Developed as an EOAT, it saves a complicated, costly conversion of the machining center.
No reliance on highly complex systems with maximum efficiency!
Industrial robot or cobot? Various vice manufacturers, force-amplified systems? Use of multiple vices in one machine? No problem for the CLAMPBOOSTER. Thanks to interchangeable accessories, it is compatible with almost all systems available on the market.
Exact Precision and Intuitive Operation
1.95 kg? 10 x 10 cm? Yes, the torque of up to 100 Nm that the CLAMPBOOSTER can apply is enormous. It operates without stressing the robot; locating pins in the vice eliminate torsional forces. The opening path of the vice can be precisely specified by programming the spindle rotations via a software-based operating procedure.
CLAMPBOOSTER Components

Drive
for Cobots

Drive
for Industrial Robots

Central Unit

Control Box
Overview of possible accessory adapters

Spin-Socket

Docking Plate
1.95 kg? 10 x 10 cm?
Yes, the torque that the CLAMPBOOSTER can apply is enormous. It operates without stressing the robot; locating pins in the vice eliminate any torsional forces.